1、球墨鑄件標準
GB9441-88 GB6060.1-85 GB321-81 球墨鑄鐵金相檢驗 表面粗糙度比較樣塊鑄造表面 硬度試驗。
2、技術要求
3.1 機械性能 抗拉強度 牌號 QT400-18 QT400-15 QT450-10 N/mm? 400 400 450 延伸力 % 18 15 10 硬度 HB 130-180 130-180 160-210機械性能為鑄態毛坯本體試塊測試值。
3.2 金相組織 按 GB9441-88《球墨鑄鐵金相檢驗》
3.2.1 石墨 鑄件毛坯本體的球化率在 60%以上,球化級別 80%為 1-3 級, 差部 位不低于 5 級,球徑為 5-7 級。
3.2.2 基體(參考) 鑄件本體的基礎組織為:鐵素體 80%以上,碳化物含量小于 2%。
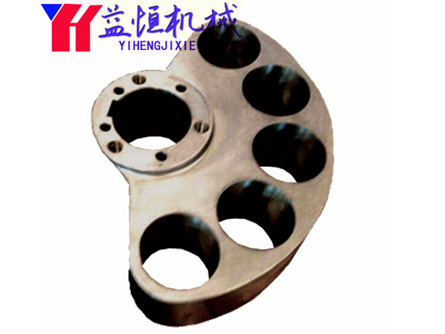
3.3 幾何形狀與尺寸 鑄件應符合相應的毛坯圖尺寸規定。 鑄件錯型≤0.5mm,砂芯歪斜量≤0.8mm。3.4 表面質量
3.4.1 鑄件毛坯表面應無粘砂、氧化皮等缺陷,鑄件毛坯表面的澆冒口、出 氣孔、多肉、飛邊、毛刺等干凈。
3.4.2 鑄件毛坯不允許有裂紋、縮孔、疏松、冷隔等影響使用性能的鑄造缺 陷。 3.5.3 鑄造毛坯非加工表面粗糙度 Ra≤100 粗糙度評定按 GB6060.1-85 的規 定進行。
3.5.4 鑄造毛坯不允許有銹蝕。
3.5.5 鑄件外表氣孔和渣孔 加工部位:直徑≤Φ3mm, 大≤1.5mm, Φ2mm 以上氣孔數量每側面不多于 4 個, Φ2mm 以下氣孔數量每側面不多于 7 個。 非加工部位:直徑≤Φ2mm, 大≤1.5mm, Φ2mm 以上氣孔數量不多于 2 個, Φ2mm 以下氣孔數量不多于 5 個。
3.6 鑄件上的缺陷不允許修補。
3.7 批次的標識 鑄件毛坯 在其本體的表面鑄出 性爐次標志即爐號。爐號用六位 組成。 位表示年號,取年號尾數, 、三位表示月號,第四、五位為 H 號,第六位為流水號(當一爐鐵水分作多包球化澆注時) × ×× ×× ×
年號尾數、月號、日號、流水號。