球墨鑄造內在質量要求
1 鑄件毛坯的機械性能應符合GB/T9439《灰鑄鐵件》和GB/T1348 《球墨鑄鐵件》的相應要求。
2 鑄件經加工的相對運動配合表面不得有縮松、氣孔、沙眼和裂紋等缺陷存在。
3 鑄件非外露的其它加工面上允許有輕微的縮松和非聚集的缺陷孔眼,其 大尺寸不大于4mm,不大于3mm且不大于壁厚的1/4,在100mm×100mm范圍內不得多于2個,相互間距或距邊緣不小于10mm,且一個表面不多于10個。
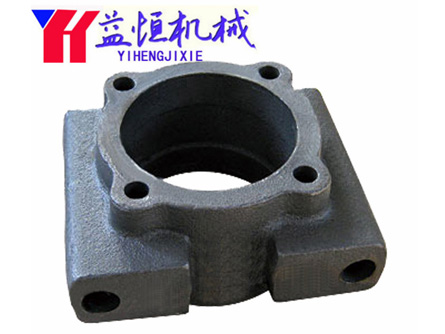
球墨鑄鐵是一種具有優良機械性能的灰口鑄鐵。一般在澆注之前,在鐵液中加入少量球化劑(通常為鎂、稀土鎂合金或含鈰的稀土 合金)和孕育劑(通常為硅鐵),使鐵水凝固后形成球狀石墨。此種鑄鐵的強度和韌性比其他鑄鐵高,有時可代替鑄鋼和可鍛鑄鐵(malleable cast iron),在機械制造工業中了廣泛應用。
a.球墨鑄鐵在是1947年用于工業生產的。
b.鑄件要進行尺寸檢驗。
c.外觀檢查,磁粉(MT)、超聲波(UT)及射線透照(RT)等無損探傷檢驗。每件RT供貨規范為ASTM-F186。
球墨鑄造生產中的難點
此類鑄件因斷面厚大冷卻緩慢,金屬液體凝固時間長,鑄件內部很容易產生縮松。
生產鐵素體球墨鑄鐵時,為了獲得較高的抗拉強度、屈服強度和延伸率,以往均要進行鐵素體化熱處理,熱處理溫度是根據鑄態組織中是否存在游離滲碳體或珠光 體,而采用900-950℃的高溫熱處理。但生產成本高,工藝復雜,生產周期長,給生產組織以及交貨期帶來非常大的困難,這就要求 在鑄態下獲得鐵素體基體。
因此生產這種材料的難點主要有以下幾方面:
a.鑄件要進行指定區域的射線探傷,如何解決鑄件的內部縮松;
b.如何在鑄態下獲得鐵素體基體90%以上;
c.如何使材料有足夠的抗拉強度和屈服強度;
d.如何獲得足夠的延伸率(>18%),在合金化處理后,獲得規定的延伸率;
c.采用 優的合金化處理工藝。