隨著我國制造業(yè)的發(fā)展,制造技術(shù)及產(chǎn)品質(zhì)量不斷提高,對(duì)球墨鑄鐵件加工質(zhì)量的要求也相應(yīng)提高。把球墨鑄鐵件加工中氣孔、砂眼、渣孔、應(yīng)力、變形、裂紋、縮孔、縮松、縮陷等鑄造缺陷減小到較低的限度是鑄造工作者長(zhǎng)期以來致力的重要內(nèi)容。
球墨鑄鐵件加工凝固時(shí),如果金屬液在型腔中形成封閉固體外殼,而殼內(nèi)處于真空狀態(tài),高溫下外殼強(qiáng)度不足、承載能力差時(shí),就會(huì)在大氣壓力作用下使外殼塌陷而形成縮陷。根據(jù)該缺陷多發(fā)生在球墨鑄鐵件加工厚實(shí)部位可以看出,由于這種部位壁厚較大,凝固速度較其它部位緩慢,因而該部位容易成為其它部位的補(bǔ)縮源:其它先凝固部位凝固收縮時(shí)會(huì)從該部位吸取鐵液作為補(bǔ)縮源,而該部位較后凝固收縮時(shí),其它部位早已凝固結(jié)束,因而無法外來鐵液補(bǔ)縮而較容易產(chǎn)生縮孔、縮松。縮孔、縮松得不到補(bǔ)縮,就會(huì)形成負(fù)壓,比內(nèi)部凝固略早,但尚未凝固結(jié)束的外殼在大氣壓力作用下就會(huì)被壓癟而形成癟坑缺陷。
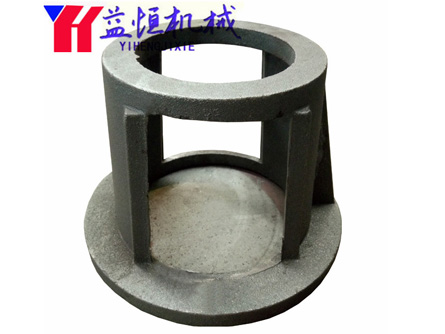
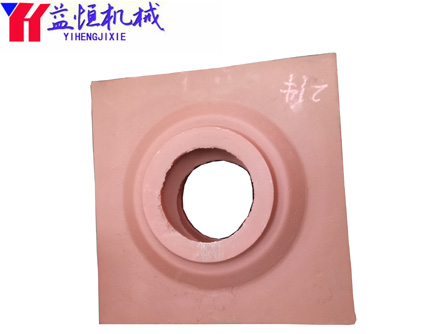
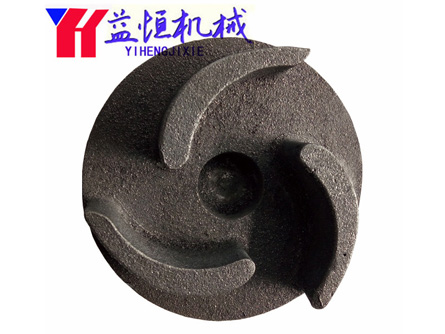
根據(jù)模擬結(jié)果及實(shí)際生產(chǎn)情況,進(jìn)行工藝改進(jìn),將冒口高度由120mm增加到150mm,增大冒口的鐵液壓力,并且在球墨鑄鐵件加工厚大部位較后凝固區(qū)域增加與澆注系統(tǒng)相連接的側(cè)冒口(鐵液入冒口,加熱冒口后再進(jìn)入型腔,因而屬于熱冒口),并使補(bǔ)縮通道尺寸足夠大。由于增加了側(cè)冒口,工裝受限,因此由一箱2件造型改為一箱1件造型,具體工藝。
工藝改進(jìn)后共生產(chǎn)20件球墨鑄鐵件加工,通過觀察冒口形態(tài),發(fā)現(xiàn)冒口中間部位收縮很深,可見冒口起到了很好地補(bǔ)縮作用。對(duì)生產(chǎn)的入料座球墨鑄鐵件加工進(jìn)行檢查并通過UT探傷,雖然有2件球墨鑄鐵件加工有較小尺寸的縮松,但是其位置處于球墨鑄鐵件加工內(nèi)部毛坯面上,因此不影響球墨鑄鐵件加工使用,而且球墨鑄鐵件加工中的縮陷、縮孔、砂眼、氣孔等缺陷也基本。