鑄鐵平臺的錨安裝:鑄鐵平臺可以設計為錨安裝,良好的接地鑄鐵平臺和的嵌入式圖紙孔的基礎上的 個用戶,然后把錨預留在提前孔鑄鐵平臺調整級別。 犄角安裝:鑄鐵平臺上調至級別的負荷均勻分布于各支點。環境溫度(20±5)℃。應該被使用,以避免振動。鑄鐵平臺喇叭安裝,安裝,便于移動的優點是。
球鐵鑄件差不多已在所有主要工業部門中應用,這些部門要求高的強度、塑性、韌性、、耐嚴重的熱和機械沖擊、或低溫、以及尺寸穩定性等。為了滿足使用條件的這些變化、球墨鑄鐵有許多牌號,提供了機械性能和物理性能的一個很寬的范圍。 如 標準化組織ISO1083所規定的大多數球墨鑄鐵鑄件,主要是以非合金態生產的。顯然,這個范圍包括抗拉強
為了機床鑄件所需的可塑性、韌性和濕態強度,黏土濕型砂 含有適量水分。生產現場判斷型砂濕度有以下幾種方法:有豐富經驗的混砂和造型工人常根據手捏型砂是否容易成團和是否粘手來判斷型砂的干濕程度;床身鑄件還可根據捏緊動作中型砂是否柔軟和變形情況來判斷型砂的可塑性;根據手指掐碎砂團時用力大小判斷型砂的濕強度是否合適。如果用手捏砂時,只有潮
大型鑄件干砂負壓消失模鑄造工藝和其他實型工藝一樣,鑄件表面出現皺皮、氣孔、積炭、積渣等現象。 殘留在鑄件不重要部位,不影響機械性能和使用性能的,如果機加工余量選擇合適,表面上產生的缺陷基本可以加工去除。有些鑄造缺陷危害造成型鑄件報廢,應采取相應的技術手段預防和。 1、嚴重粘砂 鑄件內腔深孔洞,較深的凹槽及厚大斷面相聯過渡處易出現粘砂現
鑄件冷卻也屬熱處理工藝過程中的步驟,在 鑄造行業中冷卻方法會因為鑄造工藝 和熱處理工藝 不同而不同,主要是控制 冷卻速度,一般退火的冷卻速度是 慢的。正貨的冷卻速度比較快,淬火的冷卻速度 快。但也因為鋼不同而有不同的要求,例如空硬鋼就可以用正炎一樣的冷卻速度進行淬硬。
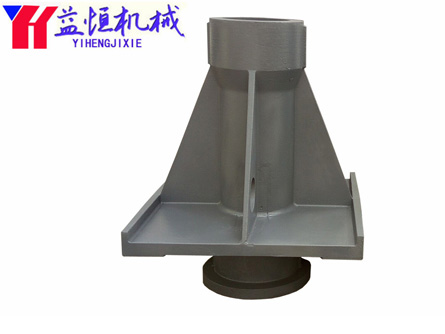
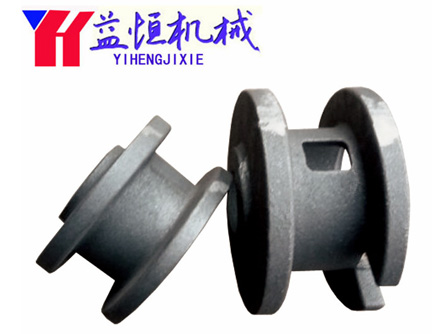
大型機床鑄件、消失模型鑄件、樹脂砂鑄件 HT200-300鑄件機床鑄件均采用樹脂砂,消失模實型鑄造,單件達到40噸以上。 其特點如下: 1)消失模 鑄件 與消震性好。由于鑄鐵中石墨有利于潤滑主貯油,所以好。同樣,由于石墨的存在的消震性優于鋼。 2)工藝性能好。由于灰口鑄鐵含碳量高,接近于共晶成分,流動性良好 ,故熔點比較低,收縮率小,因此 適宜于鑄
大型機床鑄件的表面防銹處理越來越受到人們的重視,這也是我們在機械加工和設備維修時常常要遇到的問題,解決好這類問題,對提高相關企業產品的品質,將起到積極的作用,這不僅是市場競爭的需要,同時也是企業發展的要求 隨著我國機械制造加工業的發展,特別是我國加入WTO以后,我國已成為 機械加工的重要基地,因此,對組成機械設備的各類零部件的材質,功能性,性
鑄件的變形一般是指整體變形而言。常見的變形有翹曲、彎扭、彎曲等。產生變形的原因有: 1.鑄件本身結構不合理,凝固收縮產生變形。 2.模具結構不合理(如活動型芯帶動、鑲拼不合理等)。 3.頂出過程中,頂出溫度過高(鑄件的)、頂出結構不好、頂出有沖擊、頂出力不均衡,都會使鑄件產生變形。 4.已產生粘模,但尚未達到鑄件脫不出的情況下,頂出時也會產生變形。